
The magnetic ring is a ring-shaped magnetic conductor. The multi-pole inner magnetic ring is an anti-interference component commonly used in electronic circuits, and it has a good suppression effect on high-frequency noise. The plastic lumps seen on monitor signal lines, USB cables, and even high-end keyboards and mice contain integrated magnetic rings.
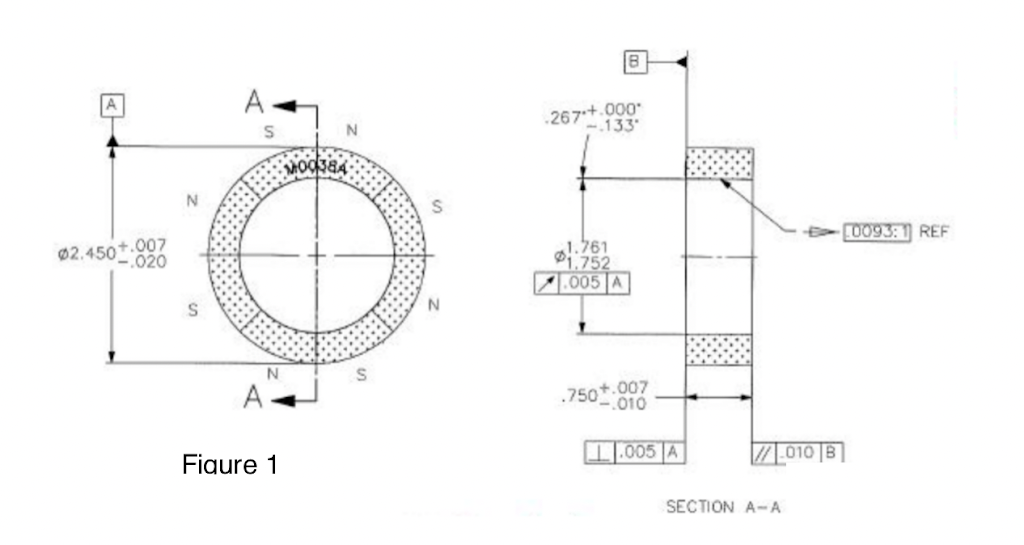
Bonded permanent magnet ferrite is divided into rubber bonded permanent magnet ferrite and nylon bonded permanent magnet ferrite. Rubber bonded permanent magnet ferrite is flexible, and nylon bonded magnet is rigid. The technical requirements of the inner magnetic ring are that the parameters such as surface field strength, residual magnetism and magnetic energy product meet the requirements, and the surface field strength on both sides is uniform. The inner magnetic ring shown in Figure 1 belongs to nylon bonded permanent magnet ferrite. Due to the high requirements on magnetic properties, the injection molding method of magnetic field orientation is required.
Introduction of plastic parts materials
Magnetic materials are basic functional materials, and their traditional manufacturing processes are casting and powder metallurgy. These processes have low productivity and high production costs, and it is difficult to meet the needs of the growing electronics industry. The injection molding of magnetic materials is to overcome the above-mentioned shortcomings of the traditional manufacturing process. It is a new process developed on the basis of plastic injection molding. The principle of magnetic material injection molding is to mix magnetic material powder (referred to as magnetic particles) and plastic binder evenly in a certain proportion, inject it into the mold cavity by an injection machine under a certain temperature and pressure, and form a certain shape after cooling and shaping. magnetic material products. Its main advantages are high efficiency, low cost, and the ability to produce magnetic parts with complex shapes. Therefore, injection molding of magnetic material components is the future development direction. In terms of process principles and process characteristics, there are many similarities and differences between magnetic material injection molding and plastic injection molding.
Plastic is not only the binder of the magnetic particles, but also the carrier of the magnetic particles during the injection molding process. The mechanical and physical properties of plastics determine the mechanical strength and service temperature of injection-molded magnetic materials, and the viscosity of plastics determines the uniformity of the distribution and arrangement of magnetic particles in injection molding. This further affects the magnetic induction of magnetic materials, so plastics used for injection molding of magnetic materials should have good mechanical and physical properties and low viscosity.
In injection molding of magnetic materials, the plastics used as binders generally consist of 3 categories: nylon 6, polyphenylene sulfide, and polyolefin. Among them, nylon 6 is a crystalline plastic, which has good toughness, impact strength and chemical corrosion resistance, and has low viscosity in viscous flow state, which is easy to injection molding. Although its molding shrinkage rate is relatively large, the shrinkage rate of injection molding of its mixture with magnetic particles is very small, because the magnetic particles play a role in reducing shrinkage. The material of the magnetic ring in this example is PA+90% magnetic powder.
Key points of mold design
1) Prevent magnetic field short circuit The traditional plastic injection mold material is usually steel, and the corresponding processing methods are mature, while the magnetic material injection mold needs to use a magnetic field to investigate the arrangement and distribution of magnetic particles during injection, so its mold materials and processing methods cannot copy plastic molds. Some parts of the magnetic material injection mold should be magnetically conductive so that the magnetic field can be introduced into the mold cavity through it. And some processed parts should be non-magnetic to prevent magnetic short circuit. In addition, it should also be considered that the hard magnetic particles in the molten plastic will cause strong wear to the mold during high-speed filling during injection. The ejector pin of the mold cannot touch the magnetic parts, otherwise the magnetic attraction between the magnetic parts and the ejector rod will make it difficult to eject the product, or even fail to eject the mold.
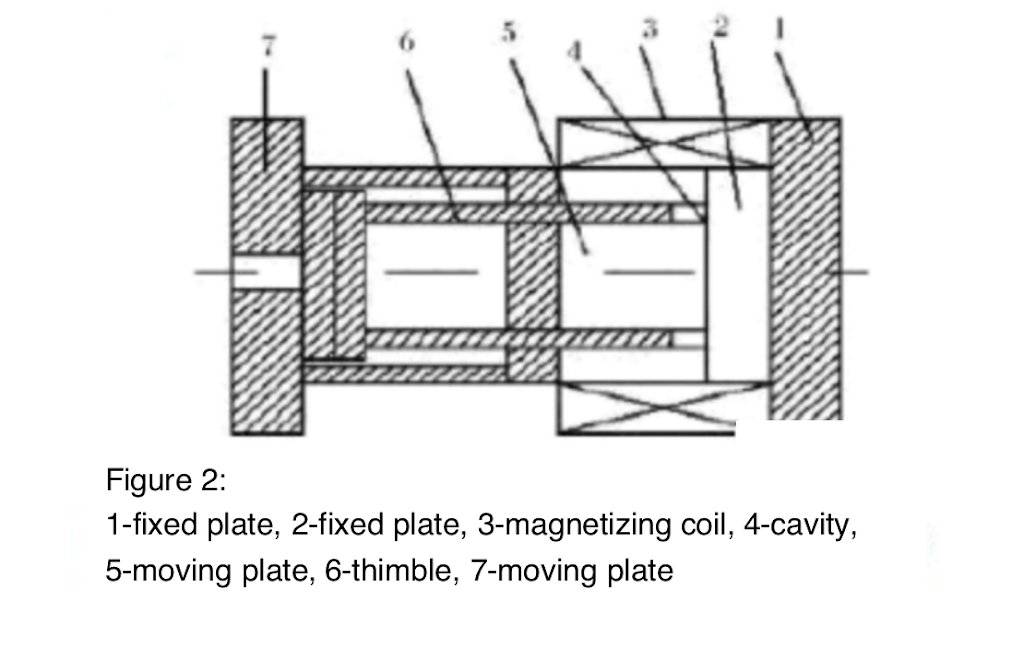
2) Anisotropy of the magnetic field When manufacturing isotropic magnets, the molds used are similar to ordinary plastic molds, except that the mold materials need to be quenched to increase wear resistance. The inner magnetic ring part shown in Figure 1 is an anisotropic magnet, and its magnetic poles are N poles and S poles. The mold of anisotropic magnet is more complex. This magnetic field injection mold is made of metal materials with high saturation magnetic flux density (industrial pure iron, iron-cobalt alloy, etc.) and non-magnetic materials with high hardness and strong wear resistance (high-strength non-magnetic steel, etc.), can effectively use the magnetic field generated by the coil to reduce the magnetic flux leakage loss. As shown in Figure 2, the material used in the shaded part in Figure 2 is No. 45 steels, a magnetic material, and structure 5 is a non-magnetic high-strength steel with high hardness and strong wear resistance.
Injection process
During the injection process, the hard magnetic particles will not only cause excessive wear of the mold cavity, but also generate a large amount of shear friction heat, which will cause the magnetic particles to agglomerate and cause the plastic adhesive to decompose or even degrade when heated, seriously damaging the injection molding process. Molding. For this reason, the feeding system of the injection machine must be strictly controlled, and its feeding accuracy should reach or exceed 1%. Appropriate lubricants and stabilizers should also be added to the injection materials to reduce wear, prevent plastics from being decomposed and degraded by heat, and facilitate the dispersion of agglomerated magnetic particles.
The isotropic or anisotropic nature of the magnetism of magnetic materials needs to be controlled during injection molding. For isotropic magnetic materials, the distribution and arrangement of magnetic particles are anisotropic, and it can be excited, demagnetized and re-excited along any axis; for anisotropic magnetic materials, the distribution and arrangement of magnetic particles are also anisotropic. After it is excited, the magnetic induction intensity along a certain axis is the largest. In order to obtain magnetic anisotropy, an external magnetic field should be applied to the mold cavity from the time when the molten plastic fills the mold cavity to the time before the plastic adhesive solidifies, so that the magnetic particles move in the molten plastic according to the force of the external magnetic field, thereby forming Required anisotropic magnetic particle arrangement and distribution.
The research and development of the new technology of injection molding of magnetic materials has been highly valued in industrialized countries such as the United States, Europe and Japan, and has gradually realized industrialization. This technology is still in the rapid follow-up stage in my country and has broad application prospects.