
The iron core (magnetic core) plays a pivotal role in the entire motor. It is used to increase the magnetic flux of the inductance coil and realize the maximum conversion of electromagnetic power. The motor core is usually composed of a stator and a rotor. Among them, the stator core is the main component of the motor magnetic circuit. The stator core is made of silicon steel sheet. The iron core is also the part where the winding is placed. When the generator is running, the iron core will be subjected to the combined effects of mechanical force, thermal stress and electromagnetic force.
1. Welded iron core
Welded cores are laminations joined by welding seam technology. Welding processes mainly include: argon arc welding, gas shielded welding, resistance welding, etc., which have the advantages of mature technology, low cost, low requirements for laminations, and low requirements for equipment. However, its disadvantages are obvious, such as a large thermal reaction zone, which reduces the performance of the motor; it is not environmentally friendly; it has high requirements for workers to operate; it has flaws in appearance and rough welds. At present, laser welding can reduce the shortcomings of welding iron cores to a certain extent, but it is mainly used in small iron cores.
2. Interlocking iron core
The interlocking iron core uses automatic stacking riveting technology on the progressive die. The forming process of the interlocking iron core is to make the raised part of the stacking riveting point of the previous piece correctly align with the stacking riveting point of the lower piece at the punching and blanking station. The parts of the concave holes overlap together. When the upper piece is subjected to the pressure of the blanking punch, the lower piece uses the reaction force generated by the friction between its shape and the wall of the die to make the two pieces rivet. Through the continuous punching of high-speed automatic punching machine, a neat iron core with a certain stack thickness is formed. The interlocking iron core stacking points include: cylindrical stacking points, V-shaped stacking points, L-shaped stacking points, trapezoidal stacking points, etc.
3. Bonded core
The bonded magnetic core is bonded with glue, replacing the traditional welding and riveting methods. The purpose of this improvement is to improve the electromagnetic performance of the motor and reduce iron damage to the stator and rotor cores. Bonded cores are ideal for ultra-thin laminations, as the glue holds the stack together without lamination distortion. The adhesive between the bonded magnetic core steel plates forms an insulating layer, which can significantly reduce electromagnetic losses, and the bonded magnetic core has stronger shock resistance and waterproof performance.
The iron core (magnetic core) is the heart part of the motor, and its quality directly affects the performance and efficiency of the motor. Most electrical steel sheets are assembled into iron cores by welding, bolting, self-clamping or riveting. However, welding and fixing methods will cause short circuits at the edge of the iron core, decreased insulation, and deterioration of magnetic properties due to thermal deformation. kind of problem. Whether it is welding, bolt connection, self-fastening or riveting, the iron core is fixed at a point, the connection force is not high, and it is difficult to meet the high fastening strength requirements. In addition, welding and riveting methods are not suitable for many micro motors. Nor does it apply.
The self-adhesive ferromagnetic core adopts the method of bonding the motor punching sheets together to form a magnetic core as a fixing method. The motor punching sheet uses self-bonding to fix the magnetic core lamination, and fixes it on the entire surface of the magnetic core. The strength is greatly improved, especially suitable for situations where other fixing methods will cause distortion or insufficient rigidity and are not convenient for riveting and welding. There will be no material strain caused by riveting methods, reduce the occurrence of eddy currents, and reduce the loss of capacity caused by welding methods, there is no stress concentration of the material, and it can be used for iron loss countermeasures (low iron loss, high-density winding). It is most suitable for split magnetic cores, and the lamination gap is small to reduce resonance, and the rotor support rigidity and stator rigidity are improved. It can flexibly respond to electrical steel, reduce cost, use thin sheet (T=0.1), minimize core loss and heat generation, reduce vibration during rotation, smooth lamination, reduce wind noise, excellent heat dissipation, and extend motor life. It can be used as the preferred magnetic core for new energy vehicle motors to increase the strength of the magnetic core and effectively improve the external characteristics and NVH level of the drive motor.
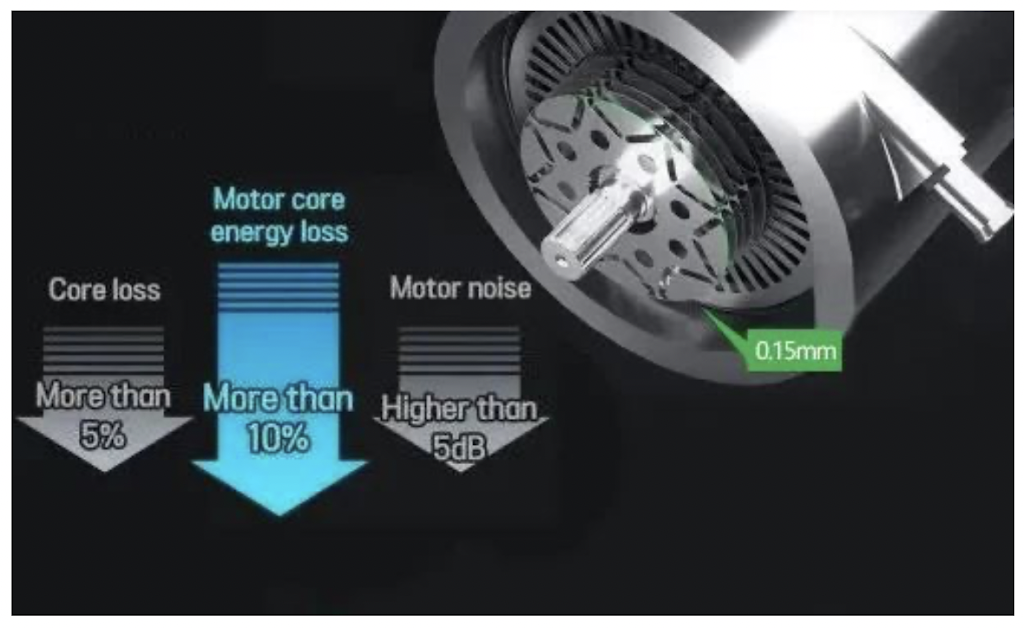
The self-bonding magnetic core is compared with the conventional welded iron core. The magnetic results of the self-bonding magnetic core are tested under the state of magnetic induction of 1.5T and 50Hz. The core loss is reduced by about 5%, and the excitation current is reduced by 9%. Under the same test conditions, the noise generated by the self-adhesive core is about 5dB lower than that of the welded core under the same magnetic induction intensity. Under the same test conditions, the axial vibration velocity of the iron core (magnetic core) in the excited state, the self-adhesive ferromagnetic core has almost no vibration, while the welded iron core has different degrees of vibration, the radial vibration test of the stator core with the same result.

In March 2002, Shanghai built a maglev train demonstration operation line from Pudong International Airport to Longyang Road Subway Station, which is the first high-speed maglev train line in the world to enter commercial operation. The total length of the railway is 35km, and the investment is about 10 billion yuan, of which the long station part costs 400 million yuan. Each kilometer of magnetic levitation line (double track) requires about 500T of self-bonded electrical steel, and the cost of long stator cores accounts for 4% of the entire project investment.